HOME > 絞り加工とは 〜絞り加工の基礎知識〜 > ステンレスの工法転換「プレス化」
絞り加工とは 〜絞り加工の基礎知識〜
絞り加工事例 4.
ステンレスの工法転換「プレス化」
工法転換について
プレス加工以外に切削・研磨・ダイキャストなど様々な部品加工の方法があるが、一般的に加工形状や要素精度などから、工法が定着しています。多くの場合プレス加工より生産コストが高くなり、このような加工をプレス加工に置き換えることが出来れば、コストダウンに非常に大きなメリットが生まれます。
プレス化への提案
発注側において製品仕様が固まる前の設計段階からプレス加工を念頭に作図を行なう際、または、その時点からデザイン・イン(設計段階において自社製品の採用を促進する営業活動)でプレス化のための設計提案を行なわさせて頂ければ、コストメリットが共有出来ます。
但し、「プレス化」を実現するためには、数多くの高い要素技術を有している事が条件で、簡単には「プレス化」を出来るとは限りません。
プレス化のための要素技術
(1)精密切断・穴抜き技術
(2)高精度な絞り技術(弊社事例その2参照)
(3)板鍛造技術 (弊社事例その4参照)
(4)高精度な後処理技術(メッキ・洗浄・バレル等)
ステンレスのプレス化 例
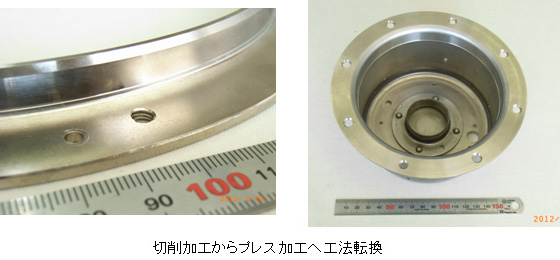
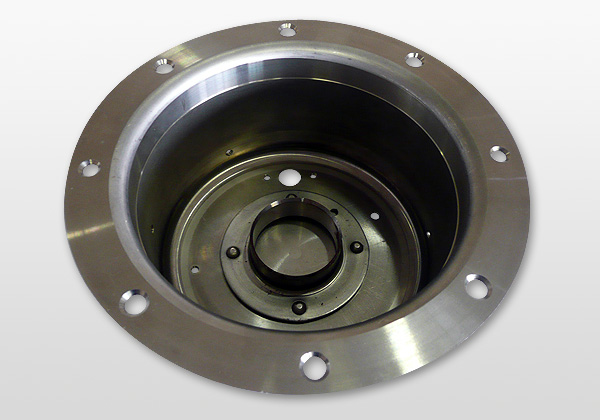
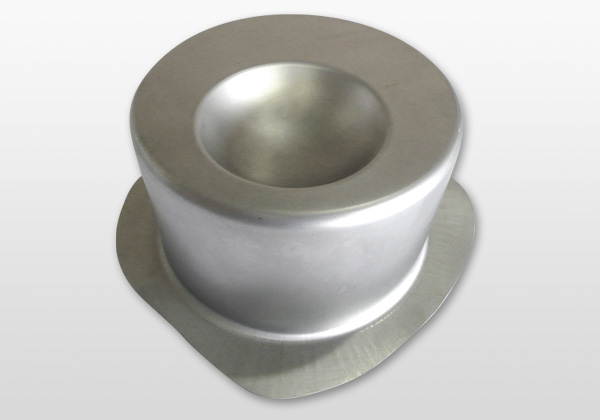
加藤製作所では産業用ロボットの冷間圧延鋼板(板厚2.3㎜)の軸受けシールリングを従来の切削機械加工からプレス化による成形加工(最終仕上げのみ平面切削・旋盤加工及び研磨を行っています)を行なうことで今迄の加工方法から大幅にコストダウンを実現しました。
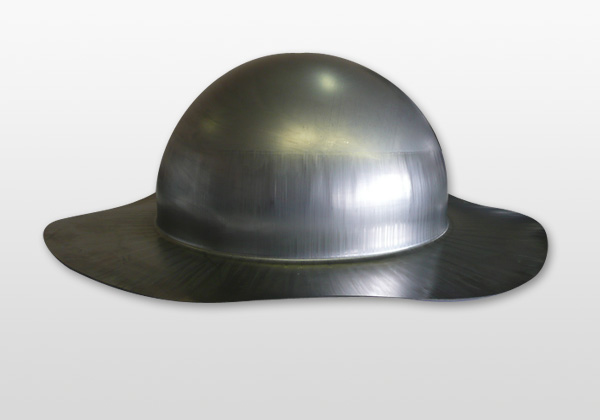
また、家電製品のステンレス(難削材)板厚2.8㎜のモーターカバーにおいても、同様に当社の板厚増加減少の少ない対向液圧成形法によって均一に絞りを行える技術と板厚の厚いステンレスでも一工程で加工できる特長を活かしています。
その上で、真円度0.012、同芯度0.15、表面粗さRa1.6aの厳しい要求、精度を後工程の切削加工で満たし、お客様にコストダウンと共に、高品質精度を提供しています。これもプレス加工で寸法精度がほぼ機械加工並に出来ることで、後工程での工程短縮・工数低減につながっています。
当社の異形深絞り加工事例のご紹介
ステンレスの深絞り加工
 |
特徴硬質で、しかもシワが出やすいステンレスの深絞り加工も得意。板厚2.8mmの厚物も、絞りと機械加工をミックスさせることでコストダウンを図りました。機械加工も社内で内製化を行っています。 |
張り出し絞り加工
 |
円筒深絞り加工+くぼみ加工
 |
丸絞り加工の応用品
 |
複雑な形状の深絞り加工
加工の難しい材質の深絞り
岐阜県中津川市の加藤製作所におまかせ下さい!
絞り加工のことならなんでもお気軽にお問い合わせください!
TEL 0573-65-4175
FAX 0573-65-4177
担当/営業部 西尾・古田

絞りプレス加工実例~絞りのかとうなら、ここまでやれます!
深絞りの技術が 業種別技術コラム
絞りプレス設備一覧~多彩な絞り加工を可能にする加藤製作所の設備